Теплообменники OEM — это не просто железки по чертежу. Это точка, где пересекаются реальная инженерия, экономика завода и, как ни крути, теперь уже экология. Многие до сих пор считают, что главное — уложиться в цену и габариты, а остальное — второстепенно. Ошибка, которая дорого обходится. Я расскажу, как меняются подходы, почему зелёные тренды — это не маркетинг, а новые техусловия, и поделюсь кейсами из практики, в том числе не самыми удачными.
Эволюция запроса: от сделай как у них к сделай лучше и с паспортом
Раньше типичный запрос на OEM теплообменник звучал так: Нужен аналог такого-то, чтобы встал на место, параметры вот, цена — минимальная. Сейчас картина иная. Клиент, особенно из Европы, но всё чаще и наши крупные промышленники, приходит с ТЗ, где полстраницы — экологические и энергоэффективные требования. Нужно не просто повторить, а часто — улучшить КПД, снизить гидравлическое сопротивление, предусмотреть утилизацию. Это уже не копирование, а инжиниринг с нуля.
Помню проект для пищевого комбината: замена старого кожухотрубника. По старым меркам — считай, подобрали по площади теплообмена. Но при детальном расчёте выяснилось, что старый аппарат работал с перерасходом теплоносителя на 30% из-за неоптимальной схемы потоков. Сделали пластинчатый пакет с другой конфигурацией каналов. Экономия по воде и энергии окупила проект за два года. Клиент был удивлён, что теплообменник может быть умным.
Здесь часто возникает конфликт: отдел закупок хочет сэкономить на самом аппарате, а эксплуатационщики потом годами переплачивают за энергоносители. Наша задача как производителя — показать полную стоимость владения. Не всегда получается, но тенденция налицо: расчёт Life Cycle Cost (LCC) становится обычной практикой для серьёзных проектов.
Материалы: алюминий, нержавейка и… композиты
Классика — медь, латунь, углеродистая сталь. Сейчас доминирует нержавейка для агрессивных сред и пищевки, а для охлаждения — алюминий. Но тренд в экологии давит: нужны материалы с меньшим углеродным следом при производстве. Это толкает к использованию алюминиевых сплавов с повышенной коррозионной стойкостью, чтобы продлить срок службы. Интерес к титану есть, но цена отпугивает.
Наблюдаю эксперименты с полимерными композитными пластинами в низкотемпературных контурах. Плюс — абсолютная стойкость к коррозии и малый вес. Минус — низкая теплопроводность и вопросы по долговечности соединений при термоциклировании. Участвовали в испытаниях одного такого образца для системы рекуперации вентиляции. В итоге заказчик вернулся к алюминию — надёжнее и предсказуемее. Но направление мысли показательное.
Важный момент — пайка и сварочные материалы. Переход на бессвинцовые припои в OEM теплообменниках для европейского рынка — уже норма. Это влияет на технологический процесс и требует более строгого контроля температуры пайки. Были случаи, когда партия ушла с микротрещинами именно из-за неотработанного режима под новый припой. Пришлось разбираться и менять техпроцесс.
Экология как драйвер инноваций: фреоны, шум, утилизация
Всё крутится вокруг трёх пунктов: хладагенты, энергопотребление и end-of-life. С фреонами история известная — ужесточение норм F-газа в ЕС заставляет пересматривать конструкции испарителей и конденсаторов под новые, менее парниковые, но часто более пожароопасные хладагенты. Это новые давления, новые требования к прочности.
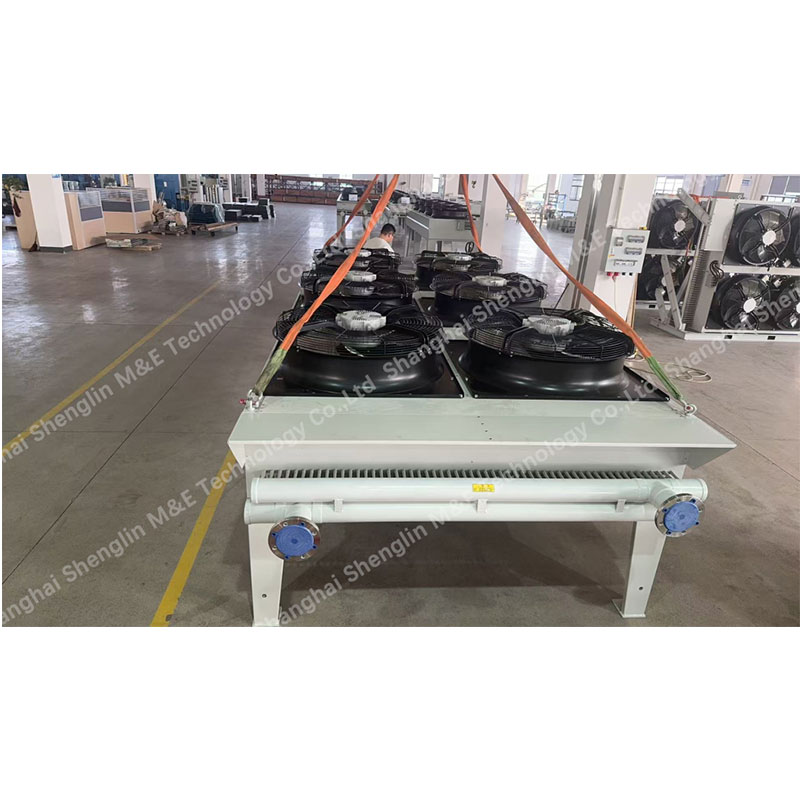
Шум. Казалось бы, второстепенно. Но для теплообменников, работающих в жилых кварталах или на объектах с жёсткими санитарными нормами, акустический паспорт — must have. Приходится дорабатывать обвязку, конструкцию оребрения вентиляторных блоков, иногда ставить дополнительные кожухи. Это увеличивает стоимость, но иначе проект не пройдёт экспертизу.
Самое сложное — утилизация. В Европе уже спрашивают: как разобрать аппарат, чтобы разделить материалы? Можно ли переработать пластины? Мы в Шэнлинь для некоторых линеек начали применять клеевые соединения вместо пайки в неответственных узлах — именно для упрощения демонтажа. Пока это пилотные решения, и не все клиенты готовы за них платить, но запрос формируется. На нашем сайте shenglincoolers.ru мы как раз акцентируем, что как ведущий производитель в индустрии охлаждения мы фокусируемся на технологиях, которые учитывают полный жизненный цикл изделия.
Практические грабли: когда теория расходится с цехом
Красивая 3D-модель и расчёт в программном комплексе — это полдела. Реальность вносит коррективы. Например, расчётная эффективность достигается при идеально чистой поверхности. На деле — вода с жёсткостью, воздух с пылью. Если при проектировании не заложить запас по площади или не предусмотреть удобный доступ для чистки, через полгода аппарат превратится в бесполезный кусок металла.
Был неприятный опыт с заказом для химического завода. Сделали аппарат из специальной нержавейки, всё по госту. Но не учли вибрацию от соседнего оборудования — через несколько месяцев пошли течи по трубным решёткам. Пришлось усиливать конструкцию, ставить демпферы. Теперь всегда уточняем условия на площадке до деталей.
Ещё одна частая проблема — логистика и монтаж. Спроектировали большой OEM теплообменник, но не продумали, как его завезут в машинный зал. Пришлось делать разборным. Это удорожание и дополнительные точки потенциальных протечек. Теперь на этапе обсуждения чертим не только аппарат, но и схему его пути до места установки.
Кейс: интеграция с умными системами и цифровизация
Современный тренд — это не просто аппарат, а узел в системе IoT. В теплообменники начинают встраивать датчики давления, температуры потока, вибрации. Данные уходят на платформу, где алгоритм предсказывает загрязнение или риск отказа. Для OEM это вызов: нужно предусмотреть посадочные места под сенсоры, каналы для прокладки проводки, обеспечить герметичность.
Мы работали над партией теплообменников для системы холодоснабжения ЦОД. Заказчик требовал интеграцию со своей системой мониторинга. Пришлось совместно с их IT-спецами разрабатывать протокол обмена данными. Сами аппараты были стандартными, но обвязка из датчиков и коммутационного шкафа составила 15% стоимости. Однако это позволило клиенту оптимизировать работу чиллеров и экономить на энергии.
Цифровизация касается и производства. Внедрение лазерной сварки с обратной связью и контроля качества на каждом этапе (например, течеискание гелием) — это уже не роскошь, а необходимость для сохранения конкурентоспособности. Особенно когда поставляешь под бренды крупных игроков, которые проводят аудиты производства. ООО Шанхай Шэнлинь Электромеханическая Технология, как специалист по промышленным технологиям охлаждения, инвестирует именно в такое оборудование, чтобы гарантировать стабильность параметров каждой единицы, будь то крупная партия или штучный OEM заказ.
Что в итоге Теплообменник как индикатор зрелости производства
Сегодня по подходу к теплообменникам OEM можно судить о серьёзности всего предприятия. Если ищут просто железку по чертежу — это один уровень. Если запрашивают расчёты по энергоэффективности, данные по углеродному следу материала и возможность удалённого мониторинга — это совершенно другой уровень планирования и ответственности.
Экология здесь — не просто слово из отчёта. Это конкретные технические решения: выбор материала, оптимизация гидравлики для снижения мощности насосов, возможность ремонта и переработки. Да, это сложнее и часто дороже на первом этапе. Но рынок движется именно туда.
Мой прогноз? Будет расти спрос на гибридные решения, где, например, пластинчатый теплообменник комбинируется с системой свободного охлаждения. Будет больше внимания к хладагентам с низким GWP. И главное — производитель, который сможет предложить не просто металлообработку по чертежу, а комплексное инженерное решение с расчётами, адаптацией и постпродажной аналитикой, будет определять тренды. Остальные останутся в нише простого копирования, где margins с каждым годом всё тоньше. В этом, пожалуй, и есть главный тренд.