Когда говорят о производителях высококачественных градирен с замкнутым циклом, многие сразу думают о немецких или итальянских брендах. Но за последние лет десять картина сильно изменилась. Качество теперь определяется не столько страной происхождения, сколько конкретными инженерными решениями, материалами и — что часто упускают из виду — глубиной понимания реальных условий эксплуатации. Самый частый миф — что ?замкнутый цикл? решает все проблемы с водой и загрязнением. На практике, если неправильно подобрать теплообменник или рассчитать скорость потока, вся система быстро теряет эффективность. Я видел проекты, где дорогое немецкое оборудование работало хуже, чем локальная сборка, просто потому что монтажники не учли высокую запылённость на площадке.
Ключевые узлы, на которых экономят не те производители
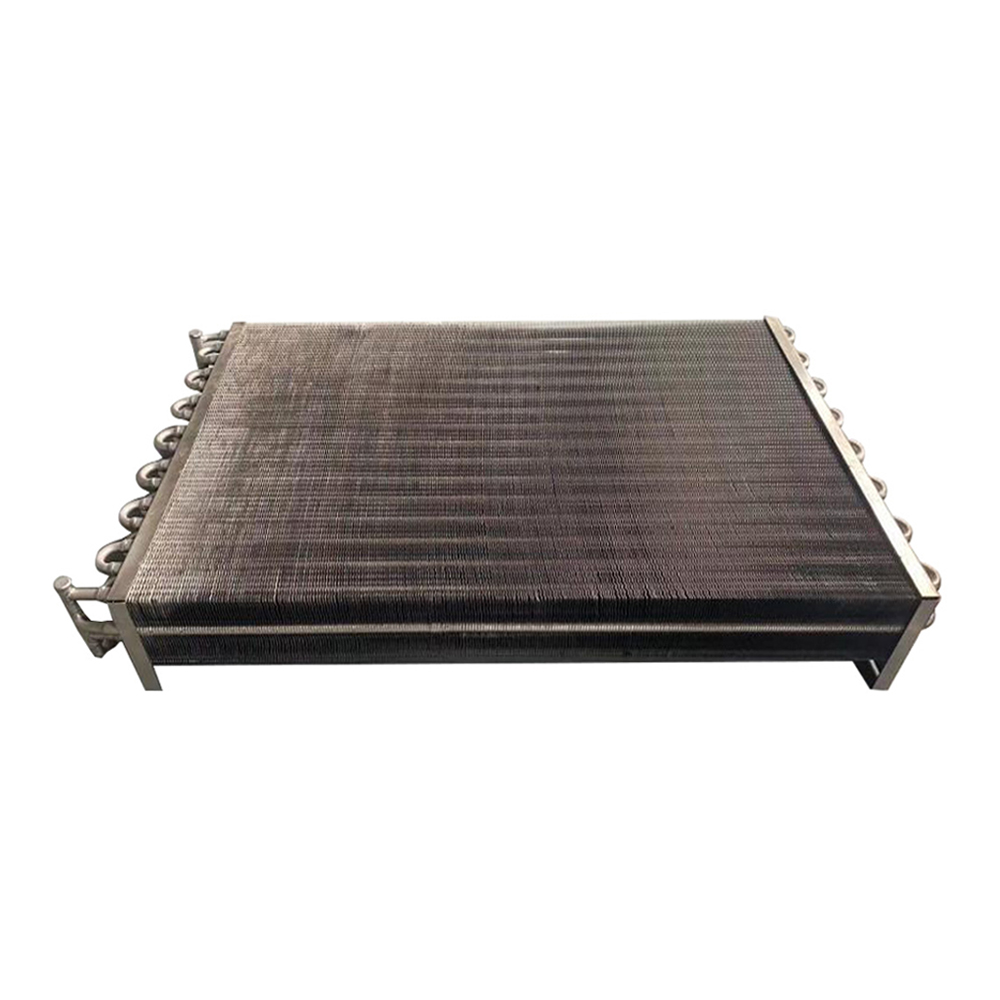
Если разбирать градирню с замкнутым циклом по косточкам, то три элемента критичны: теплообменник, насосный узел и система автоматики. На теплообменнике многие пытаются сэкономить, ставя более дешёвые трубки или уменьшая запас по площади. В краткосрочной перспективе это работает, но через два-три сезона начинаются проблемы с падением температуры на выходе. Особенно в условиях жёсткой воды, которая у нас не редкость. Один из наших клиентов как-то купил ?бюджетный? вариант у неизвестного производителя — через полтора года пришлось полностью менять трубки, простой линии обошёлся дороже всей первоначальной экономии.
Насосы — отдельная история. Часто ставят стандартные циркуляционные насосы, не рассчитанные на постоянную работу с гликолем или другими теплоносителями. Материал уплотнений быстро деградирует, начинаются течи. Хороший производитель всегда предлагает несколько вариантов насосных групп под разные задачи, а не один ?универсальный?. У нас на объекте в Татарстане, например, после первых же морозов ?универсальный? насос одного известного бренда просто заклинило — антифриз оказался слишком вязким для его конструкции.
Автоматика — это то, что отличает современную градирню от просто бака с водой. Но здесь часто перегибают палку в другую сторону: нагружают систему десятками датчиков и сложным ПО, которое на практике не нужно 80% пользователей. Важнее не количество функций, а надёжность основных: контроль температуры, защита от замерзания и возможность интеграции в общий контур предприятия. Самые надёжные схемы, которые я видел, были относительно простыми, но на качественных компонентах — Siemens, Schneider. Слишком ?умная? система часто становится головной болью для местных электриков.
Материалы: нержавейка vs оцинковка, и почему это не всегда очевидно
Всё думают, что корпус из нержавеющей стали — это автоматически хорошо и дорого. Но для градирен с замкнутым циклом это не всегда оптимально. В агрессивных средах, скажем, рядом с химическим производством, нержавейка определённых марок может страдать от точечной коррозии. Оцинкованный корпус с качественным полимерным покрытием иногда служит дольше и, что важно, его проще ремонтировать ?в поле?. Ключевой момент — качество подготовки поверхности перед нанесением покрытия. Видел на одном заводе в Челябинске градирни, которые за 10 лет службы ни разу не перекрашивали, хотя стояли под открытым небом. Секрет — не в марке краски, а в том, как обезжирили и фосфатировали металл на заводе-изготовителе.
Внутренние элементы — распылители, каплеуловители — это вообще отдельная тема. Пластик должен быть не просто пластиком, а определённым типом полипропилена, устойчивым к УФ и перепадам температур. Дешёвые аналоги желтеют и становятся хрупкими за сезон-два. Мы как-то проводили сравнительный тест нескольких образцов — разница в сроке службы достигала трёх раз. И это при том, что стоимость отличалась всего на 15-20%. Производитель, который экономит на таких ?мелочах?, скорее всего, срежет углы и в более важных узлах.
Подбор под реальные условия, а не под таблицы
Самая большая ошибка при заказе градирни — выбор исключительно по каталогу и тепловой мощности. Климатические условия, качество подпиточной воды, наличие в воздухе абразивной пыли или химических паров — всё это радикально меняет требования. Классический пример: для одного и того же теплосъема в Краснодаре и в Норильске нужны совершенно разные аппараты. В южных регионах основная проблема — биологическое обрастание в открытом контуре, на Севере — риски обледенения и работа при низких температурах теплоносителя.
Хороший производитель всегда начинает с детального опросного листа и, в идеале, выезда на площадку. Если вам присылают коммерческое предложение через час после запроса, без единого уточняющего вопроса, — это тревожный знак. Мы с коллегами из ООО Шанхай Шэнлинь Электромеханическая Технология (их сайт — https://www.ShenglinCoolers.ru) как-то обсуждали этот момент. Они, будучи ведущим производителем в индустрии охлаждения, специализирующимся на промышленных технологиях охлаждения, всегда настаивают на сборе полных исходных данных. И это не бюрократия — без этого просто невозможно правильно рассчитать запас поверхности теплообмена или выбрать материал трубок. Один их инженер рассказывал, как спас проект от крупной ошибки, просто задав вопрос о сезонных колебаниях pH воды, о которых заказчик даже не подумал.
Ещё один нюанс — запас производительности. Многие заказчики требуют ?запас на будущее? в 30-50%. Это кажется логичным, но для градирен с замкнутым циклом такой подход может быть вреден. Аппарат, постоянно работающий на 30% своей мощности, часто имеет проблемы с равномерным смачиванием оросителя и повышенным солеотложением в тех местах, где поток воды замедляется. Оптимальный запас — 10-15%, не более. Лучше потом добавить ещё один модуль, если потребности вырастут.
Сборка, шеф-монтаж и ?подводные камни? пусконаладки
Даже идеальная градирня, привезённая с завода, может превратиться в груду металла из-за плохого монтажа. Самая частая ошибка — неправильная обвязка, когда на всасе насоса создаются турбулентности или завоздушивание. Это снижает расход и ведёт к кавитации. Я всегда рекомендую требовать от производителя не просто поставку, а шеф-монтаж. Да, это дороже, но экономия на этом этапе — ложная. Особенно это касается крупных градирен с замкнутым циклом, где важен точный уклон труб, правильная установка виброопор и общая компоновка.
Пусконаладка — это тот момент, когда проверяется вся предыдущая работа. Хорошие специалисты не просто включают аппарат и уезжают. Они проводят тестовые прогоны на разных режимах, замеряют реальные температуры на входе и выходе, проверяют работу автоматики при имитации аварийных ситуаций (отключение питания, падение давления). Очень показательно, как настраивается система защиты от замерзания. Дешёвые решения просто отключают вентиляторы при низкой температуре, но этого недостаточно. Нужен прогрев трубопроводов и возможность плавного регулирования.
История с одного мясоперерабатывающего комбината: после пуска градирня не выходила на паспортную мощность. Оказалось, что подрядчик, монтировавший трубопроводы, сэкономил на изоляции. Потери тепла на подводящих трассах были такими, что система недополучала нагрузку. Шеф-инженер от Шэнлинь, который приехал на пусконаладку, это быстро вычислил по температурным графикам. Пришлось переделывать. Это к вопросу о том, почему ответственность за весь цикл — от проекта до запуска — должна быть у одного подрядчика, в идеале у самого производителя.
Сервис и долгосрочная эффективность
После сдачи объекта про градирню часто забывают до первой проблемы. А зря. Регулярное обслуживание — чистка теплообменника (даже в замкнутом контуре там со временем появляются отложения), проверка натяжения ремней вентиляторов, замена фильтров в системе подпитки — это залог того, что аппарат проработает весь свой срок, а не десять лет из запланированных двадцати. Многие производители, включая упомянутую Шэнлинь, предлагают сервисные контракты. Это не просто способ заработать, а реальная экономия для заказчика. Потому что профилактика всегда дешевле ремонта, а тем более простоя производства.
Ещё один момент — доступность запчастей. Оборудование экзотического европейского бренда может быть самым эффективным, но если для замены датчика температуры нужно ждать шесть недель, а производство стоит, — все преимущества сводятся на нет. Сейчас многие смотрят в сторону производителей, которые локализовали склад запчастей в России или, как минимум, в ЕАЭС. Это сильно сокращает время реакции. Китайские производители, те же Шэнлинь, в этом плане стали гораздо надёжнее — они давно работают по логистическим схемам, которые обеспечивают поставку критичных компонентов за 7-10 дней.
В итоге, выбирая производителя высококачественных градирен, нужно смотреть не на громкое имя или красивый каталог, а на готовность погрузиться в вашу конкретную задачу, на прозрачность решений по материалам и узлам, на наличие компетенций не только в производстве, но и в проектировании под условия, монтаже и долгосрочной поддержке. Техника стала сложнее, и подход ?купил-поставил? здесь больше не работает. Нужен партнёр, а не просто поставщик оборудования. И такие партнёры на рынке есть, причём не всегда там, где их принято искать.