Когда видишь запрос ?высококачественные производители стальных охладительных башен?, сразу представляешь идеальные сварные швы, толстый металл и безупречные паспорта. Но в реальности, за этими словами часто кроется непонимание. Качество — это не просто марка стали, это совокупность решений: от проектирования под реальную нагрузку на ветер и воду в конкретном регионе до защиты от коррозии в агрессивной атмосфере цеха. Многие думают, что главное — это производительность по теплу, а на деле половина проблем потом возникает из-за вибрации, неправильного распределения воды или быстрого износа оросительного блока. Вот об этих нюансах, которые не пишут в глянцевых каталогах, и стоит поговорить.
Сталь — это не панацея. О чем молчат спецификации
Берём сталь. Казалось бы, всё просто: есть ГОСТ, есть толщина листа. Но в производстве башен ключевой момент — это обработка кромок и подготовка поверхности перед нанесением покрытия. Видел образцы от разных поставщиков, где заявлена оцинковка. С виду — ровный блестящий слой. Но если посмотреть на кромки реза или места сварки — там часто защита ?съехала?. Через год-два в этих точках начинает проявляться ржавчина, особенно в зоне выноса влаги. Поэтому настоящие высококачественные производители уделяют безумное внимание подготовке: дробеструйной очистке, фосфатированию. Это удорожает процесс, но иначе — смысла нет.
Ещё один момент — сварка. Автоматическая — это хорошо для длинных швов на панелях. Но узлы крепления вентиляторной секции, опоры двигателей — это часто ручная работа. И здесь квалификация сварщика решает всё. Помню случай на одном из химических заводов под Пермью: башня вроде бы от известного завода, но через полтора сезона по швам на каркасе пошли микротрещины. Причина — остаточные напряжения после сварки и не совсем верный подбор присадочного материала для местных перепадов температур. Пришлось усиливать конструкцию на месте. Так что качество стали — это лишь часть уравнения, вторая часть — это как с ней работают.
И конечно, покрытие. Полимерные порошковые краски — сейчас стандарт. Но их адгезия к металлу сильно зависит от технологии нанесения и, что важно, от условий транспортировки и монтажа. Если панели при перевозке поцарапать, а потом смонтировать — точка входа для коррозии готова. Поэтому некоторые ответственные производители, например, ООО Шанхай Шэнлинь Электромеханическая Технология, предлагают дополнительные защитные плёнки на время логистики и монтажа. Мелочь? На бумаге — да. На практике — это прямая экономия на обслуживании в будущем.
Производительность и эффективность: где цифры вводят в заблуждение
Все смотрят на цифру охлаждения воды, скажем, с 40°C до 30°C при определённом расходе. Это базис. Но эффективность башни — это не только теплосъём. Это ещё и стабильность работы при частичной нагрузке, и энергопотребление вентилятора. Часто проектировщики закладывают башню с запасом, а потом она работает на 50-60% мощности, при этом вентилятор — мощный, мотор ?ест? много. Современные подходы — это частотные преобразователи и вентиляторы с регулируемым шагом лопастей. Но их внедрение упирается в стоимость и, что важно, в готовность обслуживающего персонала с ними работать.
Работал с башнями на ТЭЦ, где стоит акцент на надёжность. Там часто отказываются от ?умных? систем в пользу простых двухскоростных моторов — меньше электроники, меньше отказов. Это разумный компромисс. Но на новом химическом производстве, где нагрузка технологического цикла сильно ?прыгает?, без частотного регулирования потери на электроэнергии были бы огромными. Выбор — это всегда баланс между инновациями и практической ремонтопригодностью в конкретных условиях.
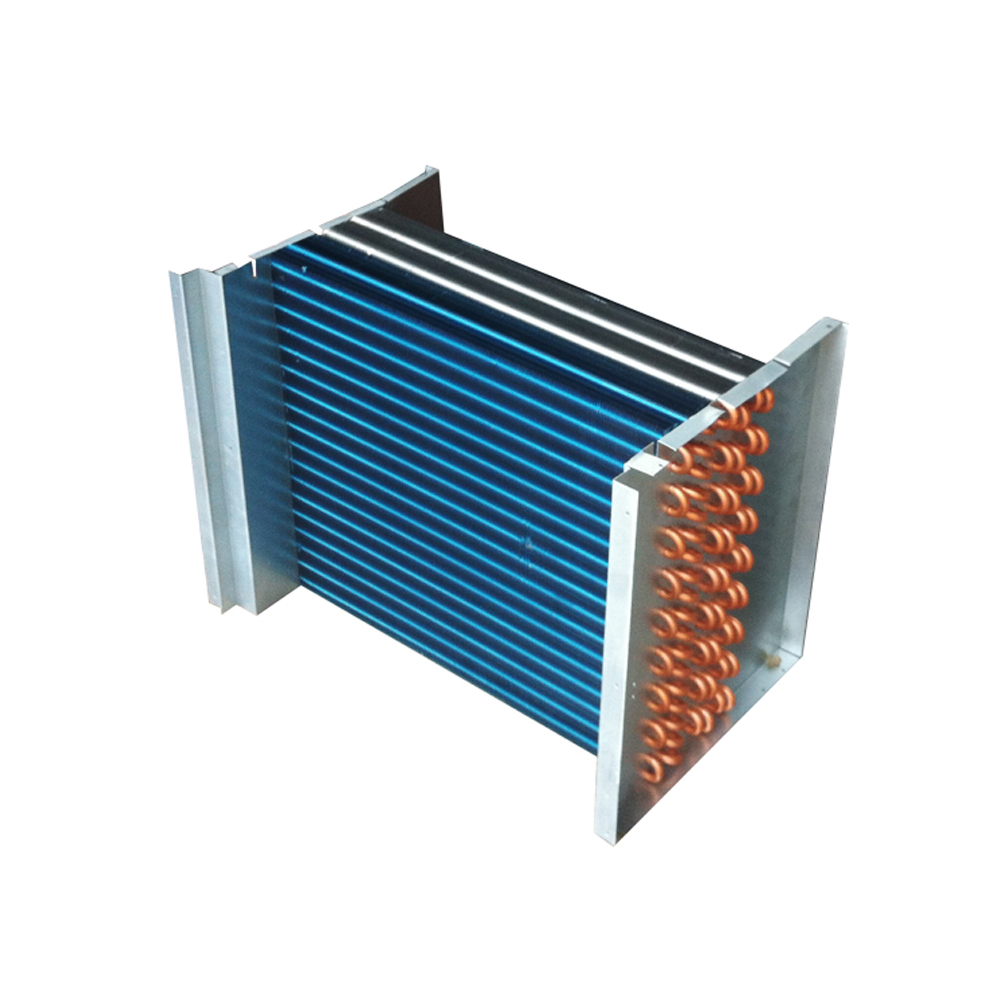
Здесь стоит упомянуть и про оросительный блок. Это ?сердце? башни с точки зрения теплообмена. Дешёвые пленочные ПВХ-сотовые блоки могут быстро засоряться, деформироваться от температуры или просто разрушиться от некачественного сырья. Видел, как на бумажном комбинате из-за плохого оросителя эффективность упала на 40% за два года. Пришлось полностью менять. Качественный производитель не станет экономить на этом узле, потому что его замена — это остановка производства. Интересно, что на сайте https://www.ShenglinCoolers.ru в описании технологий прямо акцентируют внимание на материале и геометрии оросителя — это верный признак, что компания понимает, где находятся критические точки системы.
Монтаж и ?подводные камни?, о которых не предупреждают
Самая качественная башня, испорченная плохим монтажом. Это аксиома. Часто заказчик, сэкономив на шеф-монтаже от производителя, поручает сборку местной бригаде. И тут начинается: не выверена горизонтальность бассейна, перекошена вентиляторная секция, неправильно собраны водораспределительные коллекторы. Результат — вибрация, шум, неравномерное орошение и, как следствие, падение эффективности и сроков службы. Производитель потом крайний, хотя вина — монтажников.
Поэтому серьёзные компании настаивают на авторском надзоре или полном цикле ?под ключ?. Да, это дороже. Но это страховка. Из практики: для одной пищевой фабрики в Краснодарском крае мы поставляли башню. Объект был сложный — плотная застройка, ограничения по высоте. Пришлось проектировать нестандартную, широкую и приземистую конструкцию. Если бы монтаж вёл не наш инженер, могли бы возникнуть проблемы с обвязкой трубопроводов и обдувом. Всё прошло гладко именно потому, что проектировщик и монтажник работали в одной связке.
Ещё один нюанс — пусконаладка. Это не просто ?включили и поехали?. Нужно выставить оптимальный расход воды, проверить равномерность смачивания оросителя по всей площади, отбалансировать вентилятор. Иногда для этого требуется несколько дней. Пропустишь этот этап — и оборудование никогда не выйдет на паспортную эффективность.
Кейс из практики: почему иногда ?дешевле? оказывается дороже
Был у нас проект для небольшого металлургического передела. Заказчик решил сэкономить и купил башни у местного производителя, который сильно снизил цену. На первый взгляд — всё нормально: сталь, вентиляторы, насосы. Проработали они около года. Потом начались жалобы на падение температуры на выходе. Приехали, посмотрели. Оказалось, для экономии был использован оросительный блок из материала, нестойкого к перепадам pH. Вода в цикле, из-за технологических выбросов, иногда подкислялась. Соты оросителя начали буквально ?плыть? и слипаться. Теплообмен резко ухудшился.
Но главная проблема была не в этом. Каркас башни, хотя и был из стали, оказался собран на болтах из обычной углеродистой стали без должной защиты. В местах стыков, где скапливалась влага, началась интенсивная электрохимическая коррозия. Через два года потребовался капитальный ремонт с заменой не только оросителя, но и значительной части несущих элементов. Суммарные затраты на покупку, простой и ремонт в разы превысили стоимость изначально более дорогого, но правильно спроектированного варианта. Это классическая история, которая в разных вариациях повторяется на рынке.
Вот в таких ситуациях и видна разница между просто производителем и тем, кто является ведущим производителем в индустрии охлаждения. Речь не о размере, а о подходе. Такой производитель не станет предлагать материал, не соответствующий среде эксплуатации, даже если клиент очень просит сделать дешевле. Он скорее откажется от заказа, потому что репутация дороже. Как мне кажется, именно такой подход декларирует Шэнлинь в своей работе, специализируясь на промышленных технологиях охлаждения комплексно, а не просто продавая железные коробки.
Взгляд в будущее: что ещё важно, кроме металла и воды
Сейчас тренд — это цифровизация и энергоэффективность. Датчики температуры, давления, расхода, вибрации, которые в режиме реального времени передают данные в SCADA-систему. Это позволяет не просто реагировать на поломку, а прогнозировать её. Например, по медленному росту вибрации подшипника вентилятора можно спланировать его замену в плановый останов, а не в аварийном режиме. Но внедрение этого требует культуры обслуживания и на стороне заказчика.
Другой момент — экология. Всё строже становятся нормы по каплеуносу. Раньше часто ставили простые каплеуловители из ПВХ-сетки, которые быстро забивались и теряли эффективность. Сейчас нужны более сложные многоступенчатые системы, часто лабиринтного типа. Их проектирование и изготовление — это отдельная инженерная задача, которая тоже ложится на плечи производителя стальных охладительных башен.
И последнее — адаптивность. Рынок меняется, производства модернизируются. Хорошая башня — это та, которую можно относительно легко модернизировать: нарастить секцию, заменить вентилятор на более эффективный, добавить систему умного управления. Если конструкция изначально заложена как монолитная и неразборная, это создаёт проблемы в будущем. Поэтому при выборе поставщика стоит смотреть не только на текущие каталоги, но и на его портфолио модернизаций старых объектов. Это хороший индикатор глубины экспертизы.
В итоге, возвращаясь к исходному запросу. Высококачественные производители — это те, чьё оборудование без проблем работает десятилетиями в реальных, а не идеальных условиях. Их продукция — это не набор деталей, а продуманная система, где учтены и сталь, и вода, и ветер, и человеческий фактор при монтаже, и будущие затраты на эксплуатацию. Искать их стоит не только по красивым картинкам, а по отзывам с реальных объектов, по готовности предоставить детальные расчёты и, что важно, по наличию в команде инженеров, которые говорят с тобой на одном техническом языке и понимают суть твоего технологического процесса. Всё остальное — просто слова в интернете.