Когда видишь запрос про высококачественных производителей испарителей, первая мысль — это про толщину меди или патентованные оребрения. Но на деле, качество часто упирается в вещи, о которых в спецификациях не пишут. Многие ищут просто ?надёжного поставщика?, думая, что главное — это соответствие ГОСТу или EN. Однако, сам по себе стандарт — это лишь нижняя планка. Настоящие производители испарителей для тепловых насосов, которые делают продукт на десятилетия, работают с допусками, о которых средний закупщик даже не задумывается. Например, качество пайки медных соединений с алюминиевыми пластинами — тут малейшая неоднородность флюса или перегрев ведёт к микротрещинам, которые проявятся только через 3-4 сезона интенсивной работы. И вот тогда начинаются разговоры о ?ненадёжности системы?, хотя корень проблемы — в процессе, который нельзя увидеть на готовом изделии. Я сам долгое время считал, что главное — это конструкция, пока не столкнулся с партией, где все параметры были в норме, а теплосъём падал на 15% уже через год. Причина оказалась в качестве обезжиривания алюминиевой ленты перед намоткой — экономия на одном этапе дала долгосрочные убытки.
От чертежа до цеха: где рождается качество
Много раз видел, как компании фокусируются на конечном тестировании, но упускают контроль на промежуточных этапах. Качественный испаритель для теплового насоса начинается не с закупки материалов, а с инженерного анализа рабочих сред. Если аппарат рассчитан на пропан или CO2, это одна история с уплотнениями и пайкой, если на фреоны — другая. Один из производителей, с которым мы работали, ООО Шанхай Шэнлинь Электромеханическая Технология, изначально делал упор именно на этот этап. На их сайте https://www.ShenglinCoolers.ru можно увидеть акцент на промышленных решениях, и это не просто слова. В их случае ?промышленный? означает расчёт под конкретную нагрузку и среду, а не просто увеличение габаритов бытовой модели.
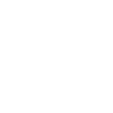
На практике это выглядело так: для проекта с морской водой они предложили не просто медно-никелевые трубки (что стандартно), а особую схему оребрения с увеличенным шагом и антикоррозионным покрытием, которое наносится уже после формовки пластин. Почему после? Потому что при штамповке покрытие трескается, и образуются микроскопические катоды для коррозии. Это та деталь, которую не найдёшь в каталоге, но она напрямую влияет на срок службы в агрессивной среде. Многие производители идут по пути удешевления и используют готовые, стандартные ленты с покрытием, но это компромисс.
Ещё один момент — это чистота тракта. В тепловом насосе циркулирует не только хладагент, но и масло. Остатки флюса, стружка или окалина внутри трубки испарителя работают как абразив для компрессора. Шэнлинь внедрили у себя промывку каждого узла инертным растворителем под давлением с последующей сушкой горячим азотом. Кажется, мелочь? Но после перехода на такие узлы количество отказов по компрессорной группе у нашего заказчика упало почти до нуля. Это и есть то самое ?качество?, которое не в брошюре, а в процессе.
Материалы: медь, алюминий и неочевидные риски
Все говорят про чистоту меди, но мало кто смотрит на состояние алюминия для пластин. Рулонный алюминий может иметь внутренние напряжения, которые после штамповки и пайки ведут к ?пружинению? — пластина чуть отходит от трубки, тепловой контакт ухудшается. Хороший производитель испарителей работает с металлом, который проходит не только химический анализ, но и проверку на механические свойства после отжига. Мы как-то попались на этом — взяли партию у нового поставщика, всё вроде бы по specs, а при термоциклировании (нагрев-охлаждение) эффективность блока начала плавно снижаться. Вскрыли — а там микроскопические зазоры в 2-3 микрона, невидимые глазу. Проблема была именно в материале.
Сейчас многие переходят на биметаллические трубки (алюминий с внутренней медной гильзой). Технология перспективная, но капризная. Если не выдержать температуру и время диффузионной пайки, связь слоёв получается неравномерной. Видел образцы, где при разрезе видно пятнистое соединение. Такой испаритель долго не проживёт — будет расслаиваться от вибраций. Китайские фабрики часто гонят объём, и контроль за такими тонкостями страдает. Но есть и те, кто вкладывается. Тот же Шэнлинь, судя по их открытым отчётам по контролю качества, каждый типоразмер такой трубки проверяют на срез соединения выборочно, но не по 1 штуке на партию, а по статистической выборке. Это дороже, но даёт гарантию.
И ещё про антикоррозионные покрытия. Голый алюминий в некоторых средах — самоубийство. Но и покрытие бывает разным. Дешёвое эпоксидное может работать как теплоизолятор, сводя на нет всю эффективность оребрения. Качественное — тонкое, полимерно-керамическое. Его нанесение — отдельное искусство. Нужна идеальная подготовка поверхности, иначе отслоится. При выборе высококачественного производителя всегда спрашивай не ?есть ли покрытие??, а ?какой именно состав, какая толщина и как контролируется адгезия??. Ответ ?у нас всё по стандарту? — это красный флаг.
Конструктивные особенности: не всё, что выглядит надёжно, таковым является
Частая ошибка — гнаться за ?запасом прочности? через увеличение толщины стенок трубок. Да, механически это прочнее, но ухудшается теплопередача. Расчёт на прочность и на теплопередачу — это всегда баланс. Настоящие производители испарителей для тепловых насосов делают инженерный расчёт под конкретное давление хладагента и температуру, а не просто берут трубку ?потолще?. Например, для CO2-систем с высоким рабочим давлением нужна не просто толстая стенка, а определённая марка меди с особыми пластическими свойствами, чтобы выдерживать многочисленные циклы расширения-сжатия без усталостных трещин.
Конфигурация оребрения — это отдельная наука. Пластинчатое, игольчатое, проволочное... Выбор зависит не только от среды, но и от возможности обмерзания. Если испаритель работает во влажном режиме с риском обледенения, нужно такое оребрение, которое не ?запечатается? льдом. Иногда лучше меньше, но с большими зазорами. Видел проект, где поставили красивый компактный блок с очень плотным оребрением для системы рекуперации, а через зиму его эффективность упала вдвое — весь оброс льдом, и воздух не проходил. Пришлось переделывать. Это пример, когда красивый каталогный расчёт не совпал с реальностью.
Распределители хладагента (дистрибьюторы) — ещё одна больная точка. Если в многоходовом испарителе распределение неравномерное, часть трубок работает на полную, часть — вхолостую. Это снижает общую эффективность и может вызвать гидроудар. Хорошие производители не только рассчитывают гидравлику, но и тестируют готовые узлы на стенде с прозрачными макетами, чтобы визуально видеть поток. У Шэнлинь, если верить их техническим заметкам, такой стенд есть. Это говорит о серьёзном подходе. Потому что без этого вся теория — просто цифры на бумаге.
Контроль качества: не ?галочка?, а процесс
Можно иметь самое современное оборудование, но если контроль выборочный и формальный, брак будет уходить заказчику. Ключевое для высококачественного производителя — это встроенный контроль на каждом этапе. Не ?проверили готовый блок?, а проверили материал на входе, состояние трубок после гибки, качество пайки каждого соединения под микроскопом, герметичность каждого контура под разным давлением (азот + гелиевый течеискатель), а потом уже финальные испытания на теплосъём.
Особенно критична пайка. Автоматическая линия — это хорошо для повторяемости, но только если её регулярно калибровать и проверять температурные профили. Мы сталкивались с ситуацией, когда из-за износа одного из нагревателей в печи пайка в одной зоне шла с недогревом. Визуально шов был нормальный, но внутри — непропай. Блок прошёл опрессовку (короткое высокое давление выдержал), но через полгода работы в режиме вибрации дал течь. Хороший производитель ведёт статистику по каждому производственному участку и строит графики, чтобы видеть отклонения ещё до того, как они приведут к браку.
Финальные испытания — это не просто ?проверили водой?. Настоящий тест — на номинальном хладагенте, в условиях, приближенных к реальным. Некоторые производители испарителей экономят и делают тест только на одном режиме. Но тепловой насос работает в разных условиях — летом и зимой, при частичной нагрузке. Качественный тест включает несколько точек на карте режимов. Это дорого и долго, но именно так выявляются слабые места в конструкции. На сайте Шэнлинь упоминается, что они проводят полные теплогидравлические испытания, и, судя по описанию методик, это выглядит правдоподобно, а не как маркетинговая копия.
Выбор партнёра: не только цена и сроки
Итак, как выбрать высококачественного производителя испарителей? Первое — смотреть не на красивые картинки, а на инженерную компетенцию. Готовы ли они обсуждать детали вашего проекта? Задают ли уточняющие вопросы по среде, режимам работы, пиковым нагрузкам? Или сразу сбрасывают стандартный каталог? Второе — прозрачность процессов. Можно ли посетить производство (хотя бы онлайн), увидеть, как организованы контрольные точки? Третье — референсы. Но не просто список клиентов, а возможность пообщаться с технологом с прошлого проекта, узнать о реальных проблемах и как их решали.
Компания ООО Шанхай Шэнлинь Электромеханическая Технология позиционирует себя как ведущий производитель в индустрии охлаждения. Их сайт ShenglinCoolers.ru и материалы показывают фокус на промышленные задачи, что часто означает более вдумчивый подход к расчётам и материалам. Для проектов, где важна не просто цена за килограмм меди, а общая стоимость владения и надёжность на годы, такой подход критически важен. Их специализация на промышленных технологиях охлаждения, вероятно, означает опыт работы со сложными средами и нестандартными условиями — это именно то, что отличает серийного поставщика от настоящего партнёра.
В конце концов, качественный испаритель — это не просто теплообменник. Это узел, от которого зависит эффективность и долговечность всего теплового насоса. Экономия в 10% при закупке может обернуться многократными потерями на ремонтах, простое и репутационных издержках. Поэтому поиск высококачественных производителей — это инвестиция времени в изучение не столько продуктов, сколько процессов и подходов, стоящих за ними. И иногда лучше выбрать того, кто задаёт больше вопросов, чем даёт готовых ответов.























.jpg)